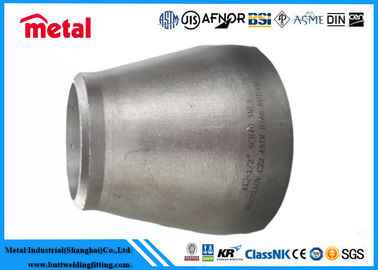
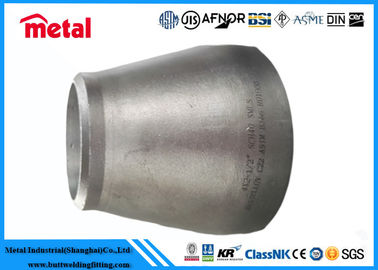
Bout-soudure adaptant le 4H DU MATIN excentrique duplex superbe B16.9 du réducteur 1*3/de l'acier inoxydable UNS S32750
Les réducteurs excentriques se réfèrent à des tubes des différents diamètres dont les centres ne sont pas allumés
la même ligne, et des tubes avec un centre sur la même ligne s'appellent concentriques
réducteurs. Les processus de formation utilisés généralement sont bâti de rétrécissement, expansion
le bâti ou le rétrécissement et augmenter le moulage, et l'estampillage peut également être employé pour certain
caractéristiques de différents tuyaux de diamètre. Application de réducteur excentrique le bec
le diamètre des deux extrémités du réducteur excentrique est différent, ainsi il est employé pour se relier
différentes garnitures ou brides de tuyau de diamètre pour changer le diamètre. Tubes avec différent
les diamètres excentriques aux deux extrémités de la bouche, le centre du cercle est sur la même chose
axe, quand le diamètre de tuyau est calculé avec l'axe, la position des restes de tuyau
sans changement, généralement utilisé pour le changement du gaz ou du diamètre liquide vertical de tuyau.
L'arrondi du réducteur ne devrait pas être plus grand que 1% du diamètre extérieur du
l'extrémité correspondante, et la déviation permise est ±3mm. Les instruments matériels de réducteur
SY/T5037, GB/T9711, GB/T8163, ASTM standard américain A106/A53 GRB, api 5L,
Norme allemande d'APT5CT, d'ASTM A105, d'ASTM A234, d'ASTM A106, DIN et client
normes de conditions
Le réducteur (grande et petite tête) est un genre de garnitures de tuyau utilisées pour la réduction de tuyau. La formation
le processus utilisé généralement est pressing réduit de diamètre, pressing d'expansion ou diamètre
la réduction plus l'expansion pressant, et emboutissant peut également être employée pour quelques caractéristiques
des réducteurs.
a. Rétrécissement/formation en expansion
Le rétrécissement formant le processus du réducteur doit mettre l'égal de blanc de tuyau au diamètre du
la grande extrémité du réducteur dans le moule de formation, et le métal se déplace le long de la cavité de moule
et rétrécissements et formes en le pressant le long de la direction axiale du blanc de tuyau. S'accorder
à la taille du diamètre du réducteur, il est divisé en une formation pressante ou multiple
pressurage de la formation. La figure ci-dessous montre le schéma de principe du diamètre réduit
formation des réducteurs concentriques.
La formation d'expansion de diamètre est l'utilisation des blancs de tuyau plus petits que le diamètre du grand
l'extrémité du réducteur, et le diamètre intérieur du blanc de tuyau est augmentée le long de l'intérieur
le diamètre du blanc de tuyau avec un poinçon interne meurent. Le processus d'expansion de diamètre
éclaircit principalement la situation que le réducteur avec un grand diamètre n'est pas facile à être formé
par le rétrécissement, et parfois selon les besoins de formation des matériaux et des produits,
la méthode d'expansion de diamètre et de réduction de diamètre est combinée.
En cours de rétrécir ou augmenter le pressing de déformation de diamètre, selon
différents matériaux et changements de diamètre, on le détermine à employer le pressurage à froid ou le pressing chaud.
Dans des circonstances normales, le pressing froid est employé autant que possible, mais pressing chaud
devrait être employé pour le durcissement de travail grave provoqué par le réducteur multiple, épaisseur de paroi épaisse
ou matériaux d'acier allié.
b. estampillage de la formation
En plus d'à l'aide des tuyaux d'acier en tant que matières premières pour produire des réducteurs, quelques caractéristiques
des réducteurs peut également être produit en emboutissant et en formant des plaques d'acier. La forme du
mourez utilisé pour s'étirer est conçu selon la taille de la surface intérieure du réducteur,
et la plaque d'acier après que masquer soit embouti et étiré par la matrice.


 Votre message doit contenir entre 20 et 3 000 caractères!
Votre message doit contenir entre 20 et 3 000 caractères! French
French